Одной из важнейших проблем технологии послойного наплавления (FDM/FFF) в процессе аддитивного производства 3D-печати является прочность синтезируемых изделий, а именно качество соединения между валиками термопластичного материала. Перегрев и недогрев полимера в процессе наплавки приводят к непостоянному сцеплению, что вызывает снижение механических свойств печатных изделий, их избыточную термическую деформацию и разрушение по границам слоев.
Ученые Пермского Политеха (ПНИПУ) впервые создали технологию для быстрого и точного управления температурой сопла и полимерного материала в процессе послойного наплавления 3D-печати, сообщается в пресс-релизе ПНИПУ.
В основе технологии послойного наплавления лежит экструзия, где одним из важнейших технологических параметров является температура полимера и, следовательно, нагреваемого сопла. В традиционных экструдерах не обеспечивается необходимая точность и скорость измерения и регулирования температуры сопла, что приводит к значительным перегревам и недогревам полимерного материала в процессе наплавки.
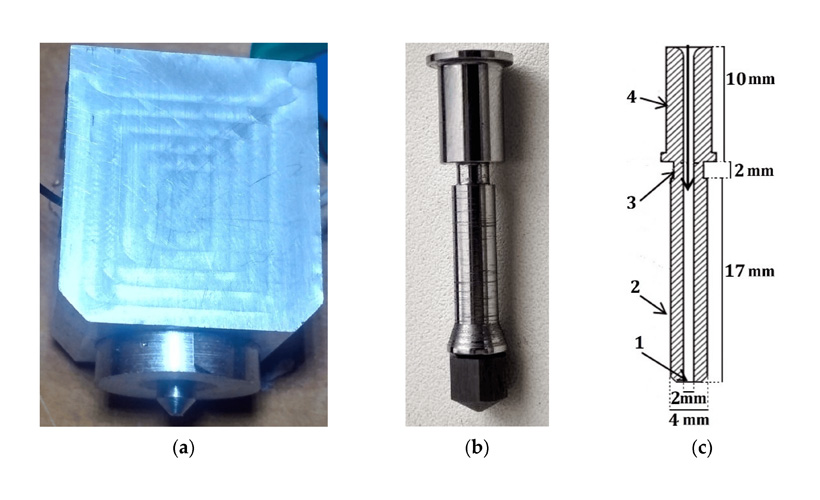 Разработанный ПНИПУ экструдер: (а) внешний вид хот-энда; (б) сопло специальной формы; в – секция сопла: 1 – формующее отверстие; 2 – активная зона; (3) тепловой разрыв; (4) крепления к радиаторуФото: ПНИПУ, MDPI
Разработанный ПНИПУ экструдер: (а) внешний вид хот-энда; (б) сопло специальной формы; в – секция сопла: 1 – формующее отверстие; 2 – активная зона; (3) тепловой разрыв; (4) крепления к радиаторуФото: ПНИПУ, MDPI
Эти проблемы вызваны большой массой теплообменника и его высокой тепловой инерцией, задержками при измерении температуры контактными датчиками, а также рядом других трудностей. По словам ученых Политеха, решить данные проблемы возможно за счет изменения конструкции сопла.
«Отсутствие быстрых методов измерения температуры сопла было одним из основных технологических недостатков, препятствующих эффективному использованию индукционного нагрева в аддитивном производстве по технологии послойного наплавления. Для решения этой проблемы мы решили изменить оригинальную конструкцию сопла и индуктора. Бесконтактный характер метода индукционного нагрева позволит уменьшить массу нагреваемой части экструдера до массы самого сопла специальной формы с общим значением, равным или менее 1 г», — рассказывает доктор технических наук, проректор по разработкам и инновациям, профессор кафедры сварочного производства, метрологии и технологии материалов Пермского Политеха Дмитрий Трушников.
Разработка Пермского Политеха поможет улучшить качество изделий при 3D-печати
Сопло изготовили из ферромагнитного сплава, индукционно нагреваемого в процессе трехмерной печати. Изменение температуры влияет на свойства материала сопла, что приводит к изменению фазовых и амплитудных характеристик тока цепи индуктора. Также ученые создали метод, который снизит погрешность измерения температуры сопла в 100 раз.
«Применение метода индукционного нагрева сопла малой массы потребовало разработки быстрого бесконтактного метода измерения температуры, не зависящего от чистоты и свойств поверхности сопла. С помощью ВЧ-токов с использованием фазово-амплитудной резонансной системы измерения становится возможным обеспечить постоянное качество регулирования в доступном диапазоне рабочих температур сопла, снизить погрешность измерения с 20 до 0,2 градуса, а также уменьшить задержку регулирования более чем в 6 раз. Таким образом были обеспечены высокая точность и скорость управления температурой сопла и полимерного материала», — говорит доцент кафедры «Автоматики и телемеханики» ПНИПУ, кандидат технических наук Игорь Безукладников.
Благодаря методу по измерению и регулированию температуры сопла, который разработали ученые ПНИПУ, впервые для аддитивной технологии послойного наплавления становится возможным полноценное управление термическим циклом процесса, что позволит не только улучшить качество сварного соединения между слоями материала, но и обеспечить постоянство качества на всем протяжении процесса печати.
Отмечается, что эти усовершенствования сделают доступной 3D-печать крупногабаритных изделий, предметов сложной геометрической формы, в том числе из высокотехнологичных материалов, таких как PEEK (полиэфирэфиркетон), PEKK (полиэфиркетонкетон), PEI (полиэфирэмид), и термопластичных композиций, востребованных в протезировании и авиастроении.
Разработка проведена в рамках программы по Постановлению Правительства РФ № 220, так называемые «Мегагранты», договор № 075-15-2021-578 от 31.05.2021. Статья с результатами исследования опубликована в журнале Applied Sciences.